
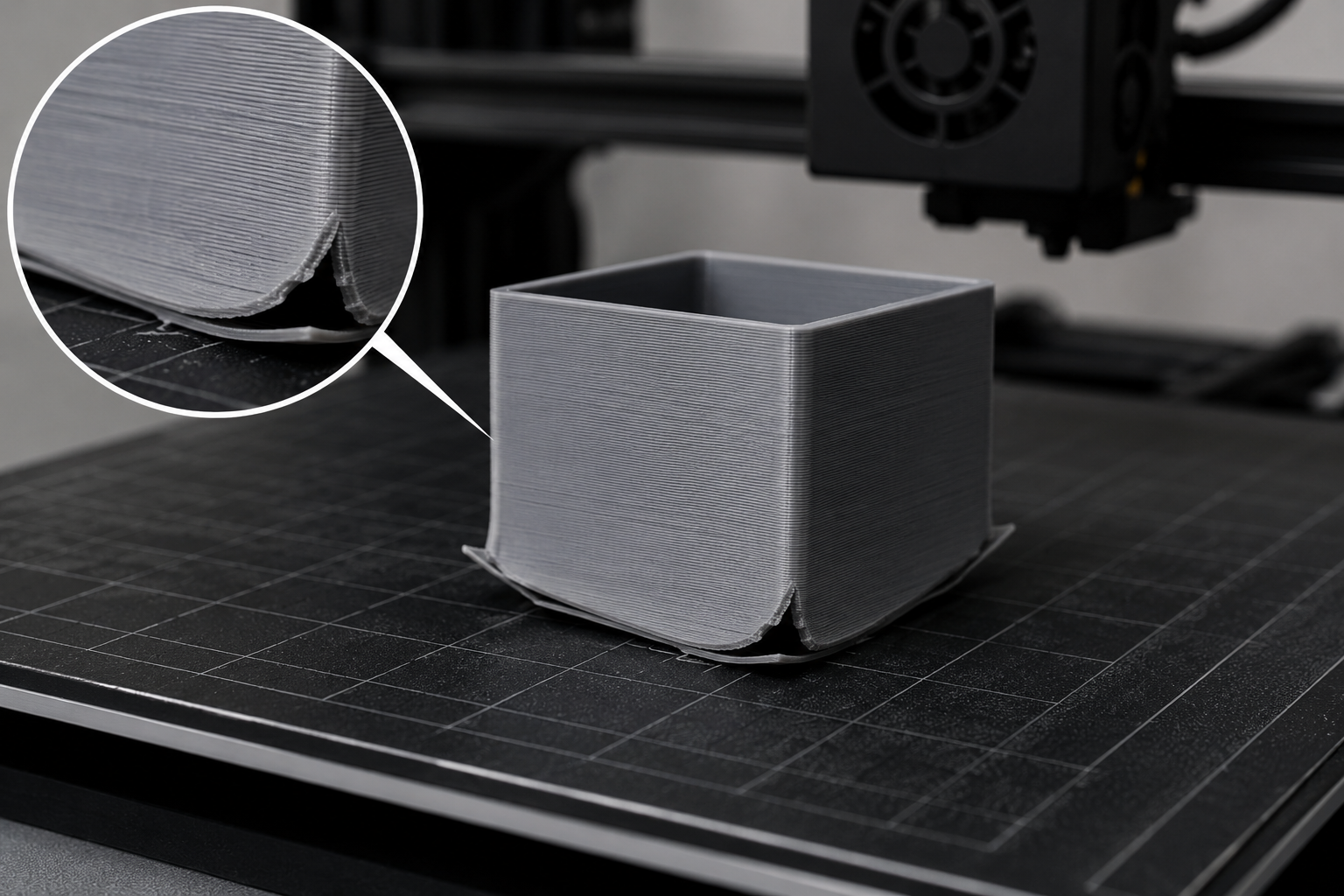
Si alguna vez has impreso una pieza y has notado que las esquinas comienzan a levantarse o que directamente se despega de la base, ya te has encontrado con el warping en impresión 3D. Es uno de los problemas más comunes, especialmente cuando trabajas con piezas grandes o ciertos materiales, y puede arruinar completamente el resultado final.
A simple vista parece un fallo de la impresora, pero en realidad suele estar relacionado con cómo el material reacciona a los cambios de temperatura. Esa pequeña deformación inicial puede escalar rápidamente hasta afectar toda la pieza.
En este artículo vas a entender por qué ocurre el warping, cuáles son sus causas reales y, lo más importante, cómo evitarlo con soluciones prácticas que puedes aplicar desde tu próxima impresión.
¿Qué es el warping en impresión 3D?
El warping es una deformación que ocurre cuando una pieza impresa se contrae de forma desigual durante el enfriamiento, provocando que las esquinas o bordes se levanten de la base.
Esto está directamente relacionado con la contracción del material, la adherencia de la primera capa y la estabilidad térmica durante la impresión. Cuando estos factores no están equilibrados, la pieza pierde contacto con la cama y comienza a deformarse.
Por qué ocurre el warping
El warping no tiene una única causa. En la mayoría de los casos, es el resultado de varios factores que actúan al mismo tiempo. Entender este conjunto de causas es clave para poder solucionarlo correctamente.
A continuación, desglosamos los factores más importantes:
Contracción del material al enfriarse
Cuando el filamento sale del nozzle, está a una temperatura elevada. A medida que se enfría, se contrae de forma natural.
El problema aparece cuando esta contracción no es uniforme. Por ejemplo, si la parte superior se enfría más rápido que la base, la pieza genera tensiones internas que “tiran” del material hacia arriba. Esto provoca que las esquinas se levanten.
Es el fenómeno más importante detrás del warping.
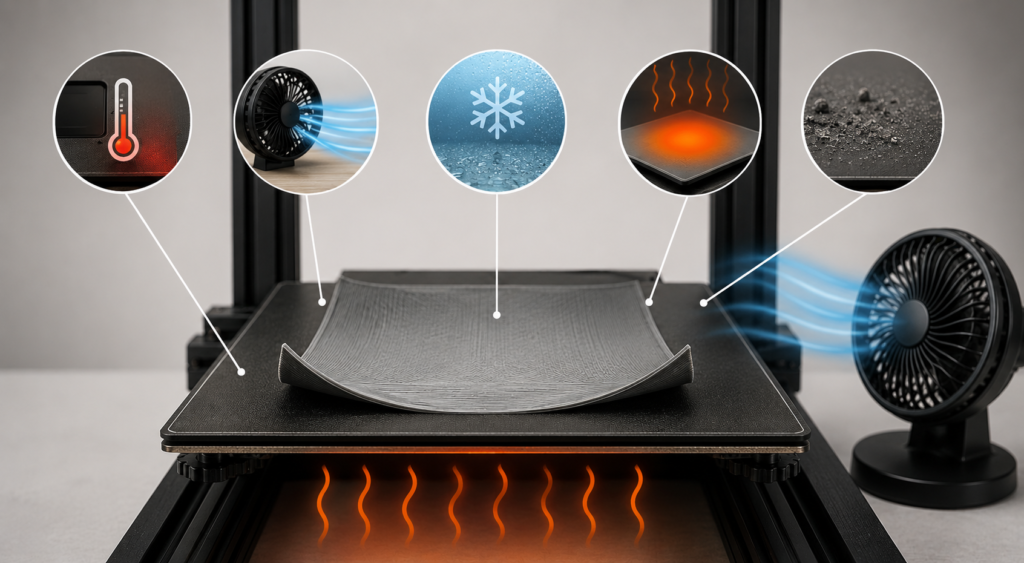
Diferencias de temperatura (cama vs ambiente)
El enfriamiento desigual entre distintas zonas de la pieza genera lo que se conoce como gradiente térmico, uno de los principales desencadenantes del warping.
En una impresión 3D, la cama calefactada cumple una función crítica: mantener las primeras capas a una temperatura estable para reducir la contracción del material. Sin embargo, cuando hay una gran diferencia entre la temperatura de la cama y la del ambiente, se crea un desequilibrio.
Por ejemplo, la base de la pieza puede mantenerse caliente y relativamente estable, mientras que las capas superiores se enfrían mucho más rápido al estar expuestas al aire. Esta diferencia provoca que la parte superior comience a contraerse antes que la base, generando tensiones internas que terminan “tirando” de la pieza hacia arriba.
Además, si la cama no está lo suficientemente caliente o pierde temperatura durante la impresión, deja de cumplir su función de anclaje térmico, lo que facilita que la pieza se despegue.
Factores como ventiladores demasiado intensos en las primeras capas, corrientes de aire o ambientes fríos acentúan este efecto, ya que aceleran el enfriamiento de forma descontrolada.
Falta de adherencia en la primera capa
La primera capa es la base de toda la impresión. Si no se adhiere correctamente a la cama, cualquier contracción posterior va a hacer que la pieza se despegue.
Esto puede ocurrir por mala nivelación, distancia incorrecta del nozzle o una superficie de impresión sucia. Una mala adherencia inicial amplifica el efecto del warping.
Factores externos (corrientes de aire, entorno)
El entorno en el que se imprime tiene un impacto directo.
Corrientes de aire, cambios bruscos de temperatura o incluso imprimir cerca de una ventana pueden provocar enfriamientos irregulares. Por eso, mantener un ambiente estable es clave para evitar deformaciones.
Geometría de la pieza
No todas las piezas tienen el mismo riesgo de warping.
Las piezas grandes o con una superficie base amplia tienden a deformarse más porque acumulan más tensiones internas. También las esquinas rectas son más propensas a levantarse que las formas redondeadas.
Materiales más propensos al warping

No todos los materiales para impresión 3D reaccionan igual frente a los cambios de temperatura. Algunos son mucho más estables, mientras que otros requieren condiciones muy controladas.
PLA: bajo warping
El warping PLA es poco frecuente. Este material tiene una baja contracción térmica, lo que lo hace muy estable y fácil de imprimir.
Por eso, PLA es ideal para principiantes o para piezas que no requieren alta resistencia térmica. Además, es fácil de usar en las impresoras para principiantes.
ABS: alto warping
El ABS es uno de los materiales más problemáticos en este aspecto.
Tiene una alta contracción al enfriarse, lo que lo hace muy propenso al warping. Para imprimirlo correctamente, es casi imprescindible controlar la temperatura del entorno y usar una cámara cerrada.
PETG: comportamiento intermedio
El warping PETG es menos común que en ABS, pero puede aparecer si no se configuran bien los parámetros.
Este material PETG tiene un comportamiento intermedio: mejor adherencia que el PLA, pero aún sensible a cambios térmicos.
Nylon y materiales técnicos
Materiales como el nylon (PA) presentan una alta contracción y requieren condiciones muy controladas.
Aunque ofrecen excelentes propiedades mecánicas, también son más exigentes en términos de temperatura y entorno de impresión.
Cómo evitar el warping en impresión 3D
Si te preguntas cómo evitar el warping, la clave está en controlar temperatura, adherencia y entorno. No se trata de un solo ajuste, sino de combinar varias buenas prácticas.
Ajustes de temperatura
La temperatura es uno de los factores más importantes para evitar el warping, ya que influye directamente en cómo se comporta el material desde que sale del nozzle hasta que se enfría sobre la cama.
Usar una cama calefactada ayuda a mantener las primeras capas a una temperatura estable, reduciendo la contracción del material. En muchos casos, trabajar entre 50 °C y 100 °C en la cama mejora significativamente la adherencia y evita que la pieza se despegue.
Por otro lado, la temperatura del nozzle también juega un papel clave. Si el nozzle está demasiado frío, el material no se funde correctamente y no se adhiere bien a la cama, debilitando la primera capa. En cambio, una temperatura adecuada permite que el filamento fluya mejor, se “aplane” correctamente al depositarse y genere una mejor unión con la superficie. Estos valores varían según el tipo de material, por lo que es importante ajustarlos en función del filamento que estés utilizando para lograr una impresión estable.
Además, es recomendable reducir el ventilador en las primeras capas para evitar un enfriamiento demasiado rápido, especialmente en materiales propensos al warping. Mantener una temperatura constante tanto en el nozzle como en la cama, junto con un entorno estable, es fundamental para lograr impresiones sin deformaciones.
Mejora de la adherencia a la cama
Una buena adherencia evita que la pieza se despegue desde el inicio.
Opciones como brim o raft añaden superficie de contacto y mejoran la estabilidad. También puedes utilizar adhesivos como pegamento en barra, laca o productos específicos.
Además, mantener la cama limpia (por ejemplo, con alcohol isopropílico) marca una gran diferencia en los resultados.
Control del entorno de impresión

Mantener una temperatura estable en el entorno es clave, especialmente con materiales exigentes.
El uso de una cubierta o enclosure ayuda a evitar corrientes de aire y mantiene un ambiente térmico constante. Esto no solo reduce el warping, sino que mejora la calidad general de la impresión.
Configuración del slicer
Los ajustes del laminador también influyen directamente.
Configurar correctamente la primera capa (altura, velocidad y ancho de línea) mejora la adherencia. Además, usar brim desde el slicer puede marcar la diferencia en piezas complejas.
También es recomendable optimizar el diseño: evitar esquinas muy pronunciadas, reducir superficies planas grandes o añadir pequeños chaflanes.
Soluciones según el problema de warping
A veces el problema ya está ocurriendo. En esos casos, lo mejor es identificar el síntoma y aplicar una solución concreta.
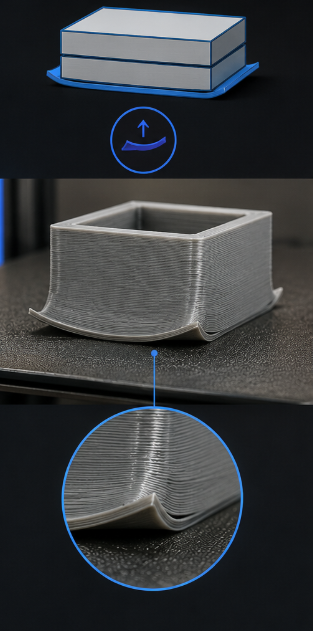
Las esquinas se levantan
Suele estar relacionado con contracción y mala adherencia.
Soluciones: aumentar la temperatura de la cama, usar brim y reducir el ventilador en las primeras capas.
La pieza se despega completamente
Aquí el problema suele ser una mala primera capa.
Soluciones: revisar nivelación, ajustar la distancia del nozzle y mejorar la limpieza o adhesión de la cama.
Warping en materiales como ABS
Este caso requiere un control más avanzado.
Soluciones: usar enclosure, mantener temperatura constante y evitar cualquier corriente de aire.
Warping vs otros problemas de impresión 3D
Es importante no confundir el warping con otros defectos, ya que cada uno tiene causas y soluciones distintas.
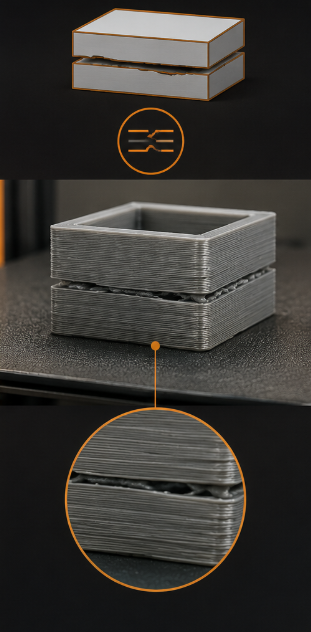
Warping vs delaminación
El warping afecta la base de la pieza, haciendo que se levante.
La delaminación, en cambio, ocurre entre capas, cuando estas no se adhieren correctamente entre sí.
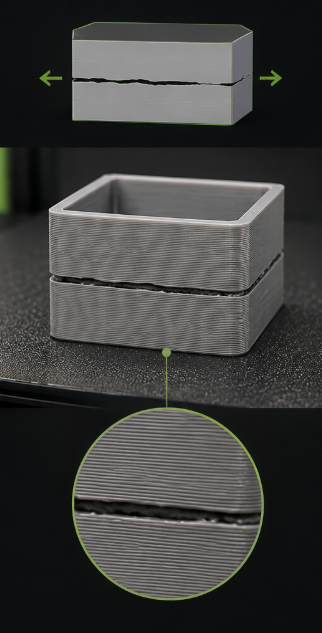
Warping vs cracking
El cracking se manifiesta como grietas visibles en la pieza.
El warping no rompe el material, sino que lo deforma, especialmente en la base.
El warping en impresión 3D es un problema común, pero totalmente controlable si entiendes sus causas. No se trata de un fallo puntual, sino de un equilibrio entre temperatura, adherencia y entorno.
Aplicando ajustes adecuados en la impresora, mejorando la primera capa y controlando el ambiente de impresión, puedes reducir significativamente este problema, incluso en materiales más exigentes.
Dominar estos detalles no solo evita fallos, sino que te permite lograr impresiones más precisas, limpias y profesionales desde el primer intento.
Nos puedes conseguir en Instagram como @3d.town, síguenos para ver nuestro trabajo y no perderte de nada.